पूर्ण ग्लेज़ उत्पाद पिछले दस वर्षों में घरेलू सिरेमिक टाइल उद्योग की मुख्यधारा की प्रवृत्ति श्रेणी हैं, और ग्लेज़ पिनहोल दोष पूर्ण ग्लेज़ उत्पादों के उत्पादन में सबसे आम हैं, और यह उन उत्पादन दोषों में से एक है जिन्हें पूरी तरह से टालना मुश्किल है, जो सीधेउत्पाद की ग्लेज़ गुणवत्ता और तैयार उत्पाद की उत्कृष्ट दर को प्रभावित करता है। कई कारक हैं जो पिनहोल दोष का कारण बनते हैं, जिनमें रिक्त स्थान, ग्लेज़, उत्पादन प्रक्रिया पैरामीटर और फायरिंग सिस्टम आदि शामिल हैं, और ग्लेज़ में पूर्ण ग्लेज़ और फेस ग्लेज़ शामिल हैं, यह पत्र मुख्य रूप से पिनहोल दोषों पर फेस ग्लेज़ फॉर्मूला संरचना के प्रभाव का अध्ययन करता है, व्यापक फायरिंग रेंज और आवेदन की विस्तृत श्रृंखला के साथ सूत्र में फ्लक्स अनुपात और कुल राशि के बीच संबंधों पर चर्चा करता है, और उच्च तापमान सामग्री अनुपात और कुल मात्रा के बीच संबंध, और तेजी से और प्रभावी नियंत्रण के समाधान पर चर्चा करता है और ग्लेज़ पिनहोल दोषों को कम करता है।
यह परीक्षण किंगयुआन के एक प्रसिद्ध सिरेमिक उद्यम में पूरा किया गया। भट्ठे की लंबाई 325 मीटर, फायरिंग चक्र 48 मिनट, रिंग तापमान 1166-1168 डिग्री सेल्सियस, फेस ग्लेज़ को स्क्रैपिंग ग्लेज़ द्वारा लगाया गया था, और पूर्ण ग्लेज़ के लिए ग्लेज़ विधि द्वारा ग्लेज़ लगाया गया था। 400 मिमी × 800 मिमी के क्षेत्र में पिनहोल दोषों की संख्या की गणना की गई। परीक्षण में प्रयुक्त ग्रीन बॉडी, पूर्ण ग्लेज़ और ग्लेज़ के लिए प्रयुक्त कच्चे माल की संरचना तालिका 1 में दर्शाई गई है।
2.1 पिनहोल पर फ्लक्स अनुपात और जली हुई मिट्टी/जली हुई एल्यूमीनियम अनुपात के प्रभाव का परीक्षण
मूल: एल्बाइट 12, पोटेशियम फेल्डस्पार 31, क्वार्ट्ज 20, गैस नाइफ अर्थ 10, बर्न्ट एल्युमिनियम 22, कम तापमान फ्रिट 3, नेफलाइन 7, जिरकोनियम सिलिकेट 9।
मूल वर्ग के आधार पर दो-कारक 3-स्तरीय परीक्षण तैयार किया गया है, जिसमें कारक ए - फ्लक्स अनुपात, कारक बी - जली हुई मिट्टी / जली हुई एल्यूमीनियम अनुपात (क्वार्ट्ज, गैस नाइफ अर्थ, कम तापमान फ्रिट राशि अपरिवर्तित रहती है) शामिल हैं।
A: पोटेशियम फेल्डस्पार, नेफलाइन के लिए एल्बाइट 3:1:3 के अनुपात में, स्तर A1 (एल्बाइट / पोटेशियम फेल्डस्पार / नेफलाइन = 11/28/10), A2 (एल्बाइट / पोटेशियम फेल्डस्पार / नेफलाइन = 10/25/13), A3 (एल्बाइट / पोटेशियम फेल्डस्पार / नेफलाइन = 9/22/16)
बी: जली हुई मिट्टी के लिए जला हुआ एल्युमीनियम 3:5 के अनुपात के अनुसार, बी1 (जला हुआ एल्युमीनियम/जली हुई मिट्टी = 19/6), बी2 (जला हुआ एल्युमीनियम/जली हुई मिट्टी = 16/11), बी3 (जला हुआ एल्युमीनियम/जली हुई मिट्टी = 13/16)
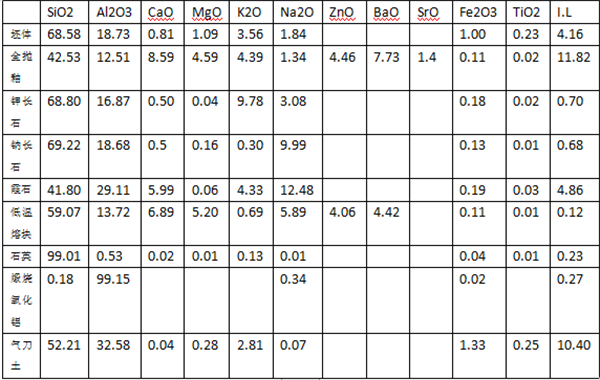
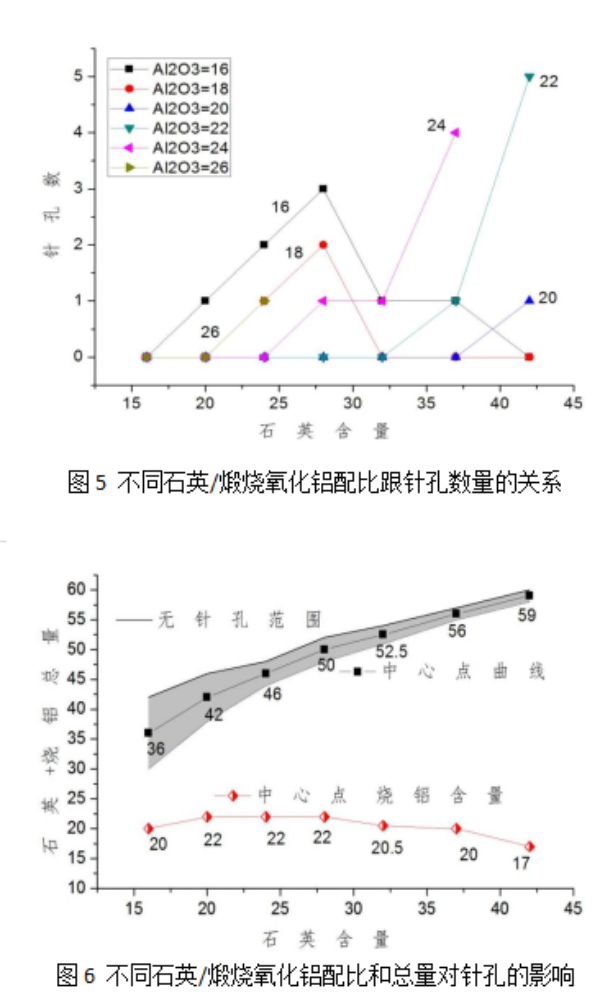
पिनहोल दोष उत्पन्न करने वाले कई कारक हैं, और गैर-पिनहोल-मुक्त पूर्ण ग्लेज्ड ग्लेज़ की सूत्र संरचना और विस्तृत फायरिंग रेंज को डीबग और अनुकूलित करना विशेष रूप से महत्वपूर्ण है। ग्लेज़ सूत्र में नेफलाइन के अनुपात में वृद्धि के साथ, पोटेशियम फेल्डस्पार और एल्बाइट का अनुपात कम हो गया, और पिनहोल में कमी का रुझान दिखा। जली हुई मिट्टी के अनुपात में वृद्धि के साथ, कैल्सीनेटेड एल्यूमिना का अनुपात कम हो गया, और पिनहोल में वृद्धि का रुझान दिखा, और इसके विपरीत। सूत्र में मिट्टी और क्वार्ट्ज की मात्रा जितनी अधिक होगी, पिनहोल-मुक्त क्षेत्र उतना ही संकरा होगा, औरसूत्र का अनुप्रयोग,नेफलाइन और कैल्सीनयुक्त एल्युमिना की मात्रा जितनी अधिक होगी, पिनहोल रहित फार्मूले का दायरा उतना ही व्यापक होगा, तथा फार्मूले के अनुप्रयोग का दायरा भी उतना ही व्यापक होगा।
(1) पिनहोल दो प्रकारों में विभाजित होते हैं: निम्न-तापमान पिनहोल और उच्च-तापमान पिनहोल, और निम्न-तापमान पिनहोल की सामान्य विशेषताएं हैं: पिनहोल की संख्या बड़ी है, आकार छोटा है, बड़ी संख्या में कांटेदार दोषों के साथ, और एकल तल का शीशा मूल रूप से शोषक या बहुत मामूली नहीं है; उच्च तापमान वाले पिनहोल की सामान्य विशेषताएं हैं: पिनहोल की संख्या छोटी है, आकार बड़ा है, कांटेदार गर्मी कम है, क्रेटर दोषों के साथ है, और एकल-तल का शीशा स्याही अवशोषण में भारी है।
(2) उत्पादन में पिनहोल दोषों के लिए, यह निर्धारित करना सबसे पहले आवश्यक है कि यह कम तापमान वाला पिनहोल है या उच्च तापमान वाला पिनहोल, वास्तविक स्थिति के अनुसार, कम तापमान वाले पिनहोल को हल करने के लिए कैलक्लाइंड एल्यूमिना को प्राथमिकता दी जाती है, और उच्च तापमान वाले पिनहोल के इलाज के लिए नेफलाइन को प्राथमिकता दी जाती है।
(3) सतह के ग्लेज़ परिपक्वता तापमान और उच्च तापमान चिपचिपाहट में सुधार करने के लिए नीचे के ग्लेज़ सूत्र में उच्च तापमान सामग्री के रूप में क्वार्ट्ज कैलक्लाइंड एल्यूमिना की तुलना में बहुत कम स्पष्ट है, और अधिक क्वार्ट्ज सामग्री, पिनहोल के बिना क्षेत्र जितना छोटा होता है, उतना ही संकीर्ण होता हैसूत्र का अनुप्रयोग.
FOSHAN सिरेमिक मेगासिन से सामग्री
पोस्ट करने का समय: 21 नवंबर 2022








